友情链接
静置常压焊接热塑性塑料储罐(槽)
附录B(资料性附录)焊接装配的设计
B.1代号和缩写 代号和定义解释如下: a 焊肉厚度,mm d储罐内径,mm f1 焊接坡口深度,mm f2 焊接的外部高度,mm h 加强筋高度,mm lG 双面焊时焊缝之间的间隙,mm t罐壁厚度,mm tB 罐底厚度,mm tD 罐盖厚度,mm tz(i) 变壁厚罐体第I段厚度,mm t1 构件厚度,mm α 坡口角度,度 B.2焊接基本原理 焊缝尺寸按如下原则确定:如果是起支撑作用的焊缝,要保证所有焊缝断面都焊合在一起;如果是堆焊,要保证焊肉直径能满足受力要求。应优先选用对焊。 焊合处底材的正反两面都要焊接。只能一面焊接的,要保证能在底材上充分焊透,防止另一面出现缝隙。 不同厚度的部件焊接时,要采取措施,如在厚料上打坡口,以保证焊缝上各点受力均衡。 应避免焊缝重叠。在容器受力处不允许焊缝交叉。在受力的焊缝区域加筋时,尺寸要满足要求,截面形状不限。 所有的焊接处的形式、尺寸以及焊接材料的尺寸要做为焊接方法的一个重要参数仔细确定,还要考虑到焊接的后续处理。 受力的焊缝应可以进行测试。如其被其它组件覆盖,要在组件焊接前测试,或在设计时考虑到焊缝的测试环节。 B.3焊接设计的介绍 未注明的焊接均为挤出焊接,详细说明见图 B.1至B.13。坡口角度α应在45度至60度之间。
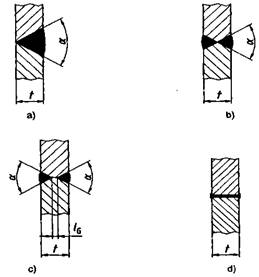
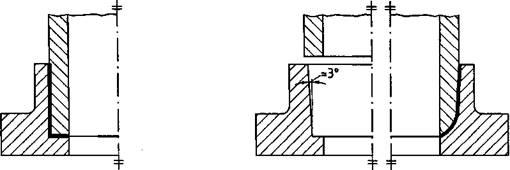
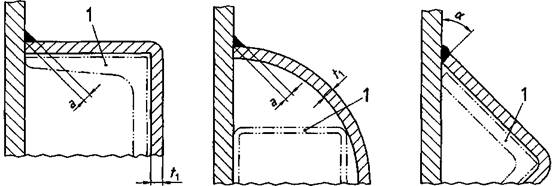
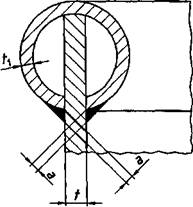
热熔焊接 应用:等壁厚立式储罐 条件:lG = 0.2t
图B.5 罐壁焊缝
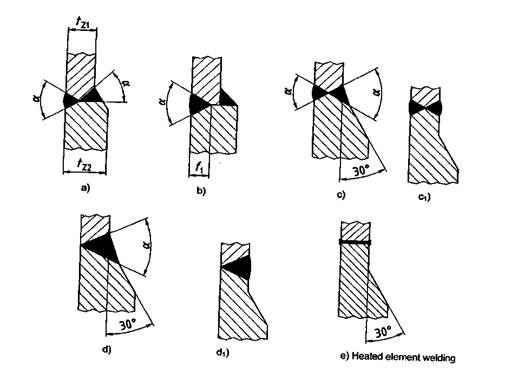
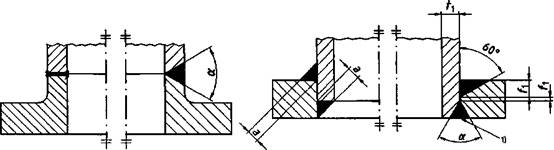
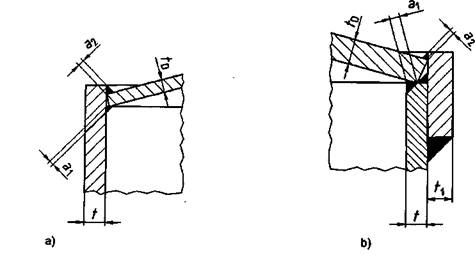
e) 热熔焊接 应用:变壁厚立式储罐 条件:f1 =0.7 tz1; tz1/tz2≥0.5
图B.6 罐壁焊缝
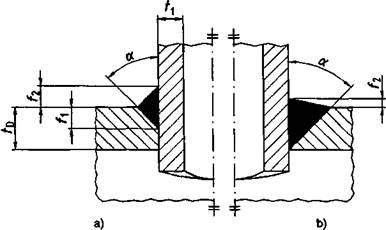
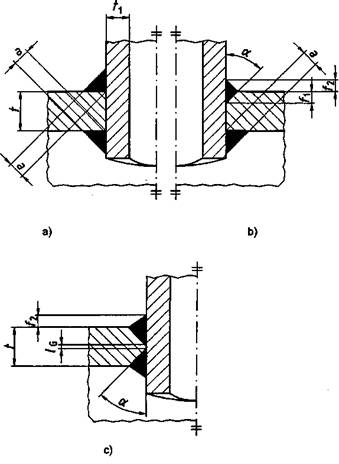
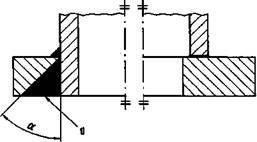
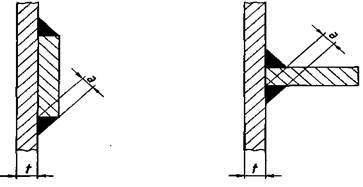
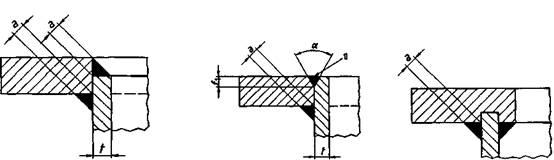
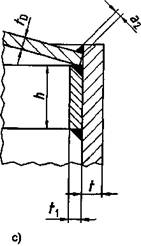
应用:双面焊接储罐 条件:1.t1 > t.a= 0.7 t t > t1: a= 0.7 t1 2.t > t1 f1= 0.5 t f2 = 0.5 t1 a = 0.7 t1 t1 > t : f1 = 0.5 t f2 = 0.5 t a = 0.7 t 3. f2 = 0,3 t 1G = 0,1 t 图B.8 管口与罐壁之间的焊缝
返回